

Из чего состоит и какой бывает
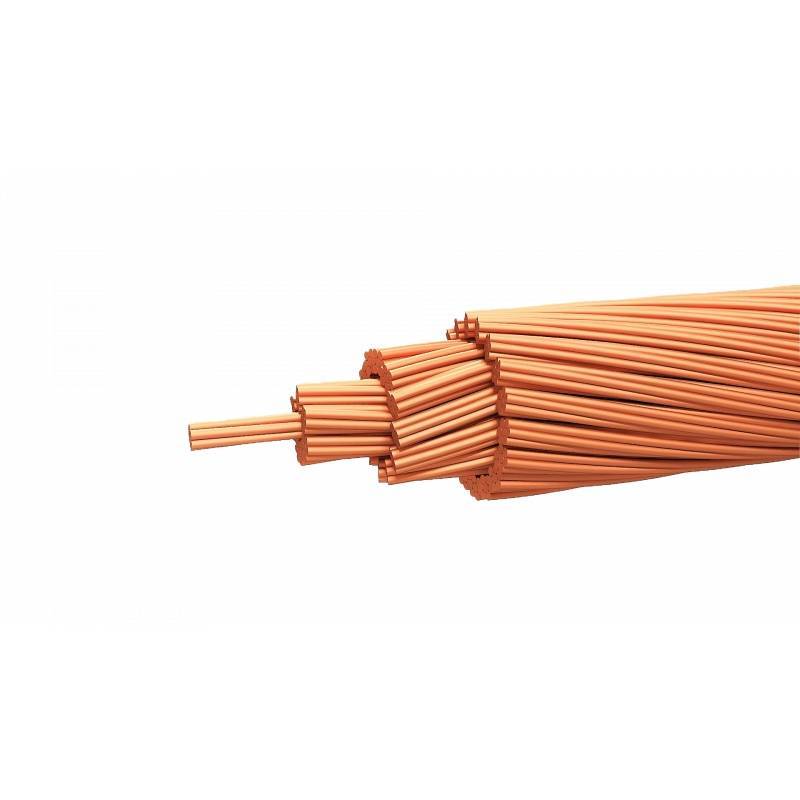
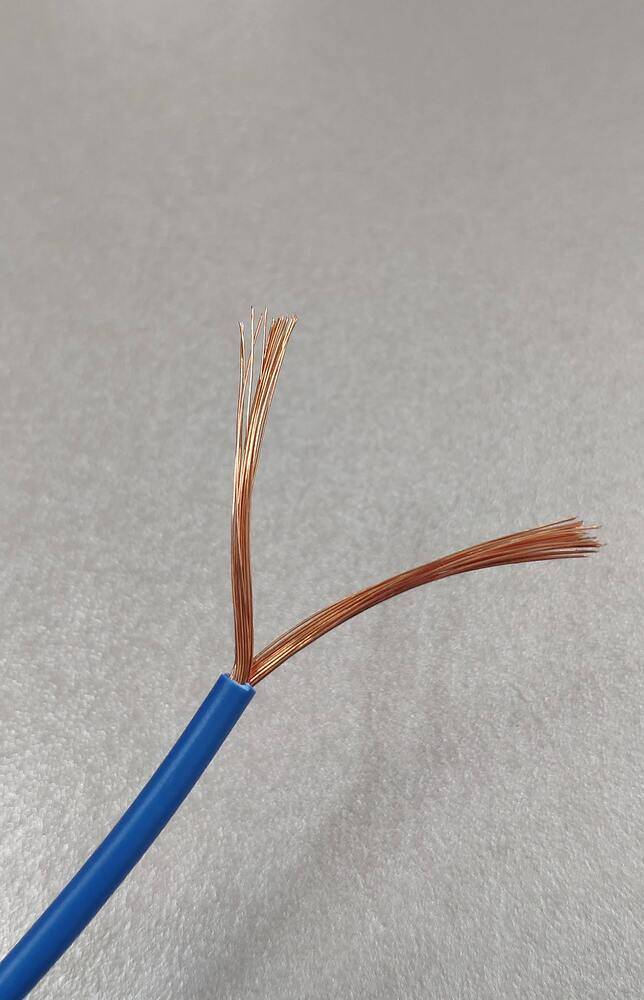
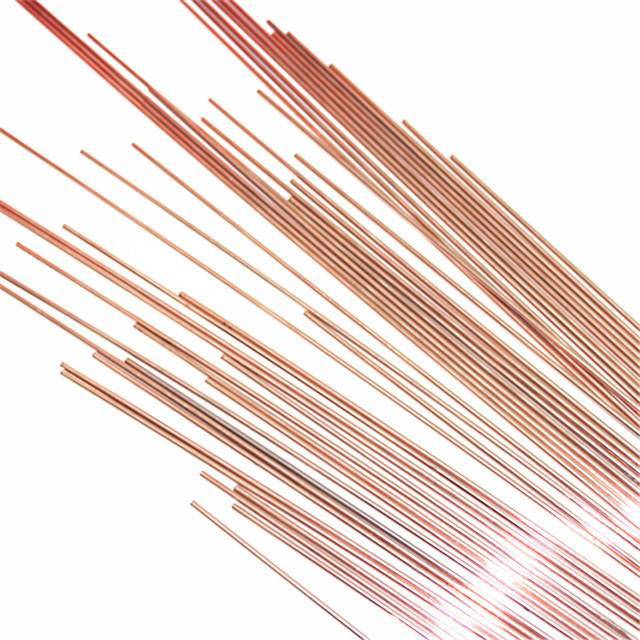
Оплетка состоит из прутка тонких медных проводков, которые легко забирают на себя разбавленный припой с флюсом при нагреве.
Грубо говоря, это просто обычный многожильный провод без изоляции.
Оплетки выпускаются разного диаметра. Чем больше детали — тем больше диаметр оплетки понадобится и наоборот.

А некоторые производители добавляют в оплетку флюс, чтобы не было необходимости добавлять его, когда надо убрать лишний припой. Это очень удобно и практично.
Чем её заменить
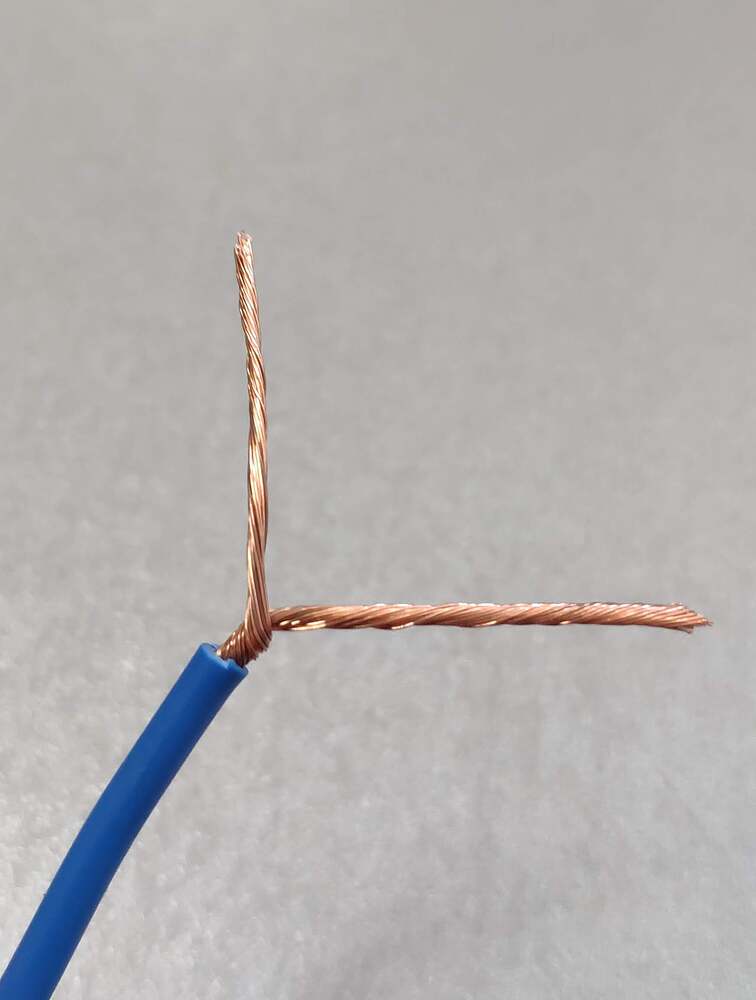
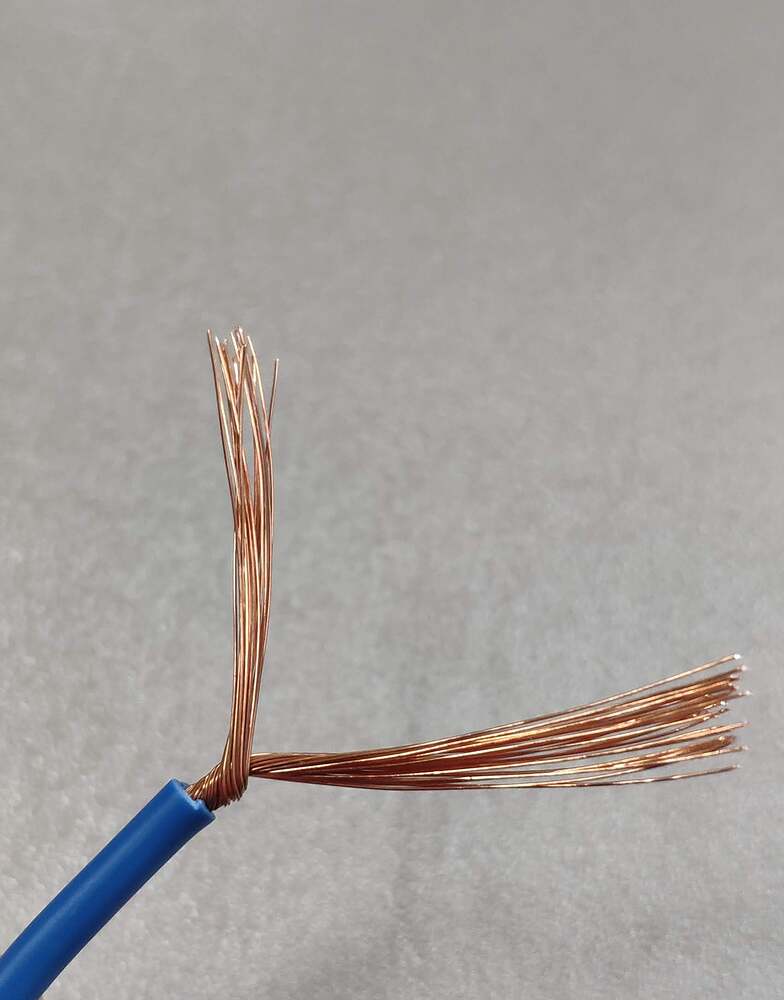
Как уже было сказано выше, оплетка – это просто пруток тонких медных проволок. И ее можно заменить обычным многожильным проводом. Но многожильные провода, как правило, не состоят из таких медных проводков, которые используются в оплетке. Многожильные провода – не самая лучшая замена оплетке.
Чем меньше провод – тем проще его залудить. И именно поэтому в оплетках используются прутки, состоящие из тонких медных проволок. Они намного лучше забирают припой, чем обычные провода.
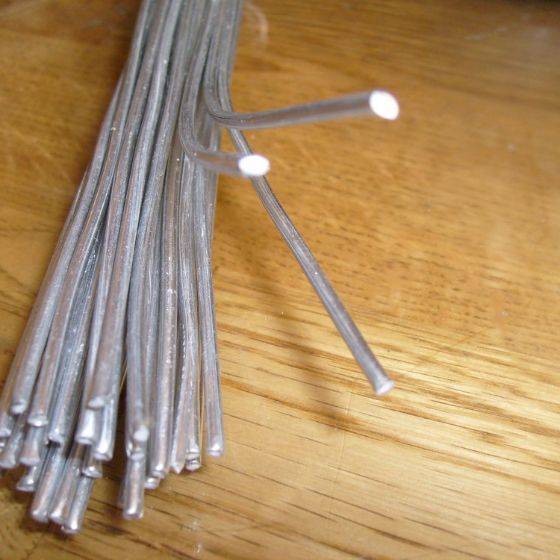
Лучшая замена оплетке – это медные экраны от коаксиальных кабелей. Эти экраны состоят из тонких проводков, которые легко забирают на себя припой.
Почему припой не держится на паяльнике?
Этот вопрос возникает у многих новичков. Ведь почти у каждого начинающего пайщика был случай, когда все разогрето до нужной температуры, но нет ни какого взаимодействия между расходным материалом и инструментом. Иногда это проходит путем небольшой поправки параметров рабочего процесса, но порой нужно применять боле сложные методы.

Припой не держится на паяльнике
Первой и основной причиной, почему паяльник не берет припой, является недостаточное количество требуемого флюса. Именно это главная ошибка новичков. Флюс может вовсе отсутствовать, что легко исправляется его включением в рабочий процесс, и тогда какой бы высокой температура инструмента не была, он не сможет отделить часть расплавленного металла. Но может случиться, что флюс все же применяется, но его количества не хватает, чтобы припой остался на жале. Для этого нужно обильно смазать как само жало, так и припой. Для этого достаточно просто мокнуть разогретое жало в канифоль или другой подходящий флюс.
Более сложной проблемой является неправильный подбор дополнительных расходных материалов. Различные виды припоев для пайки требуют различных марок флюса, которые будут подходить им по составу. Здесь уже нужно смотреть, какой вариант больше подходит для конкретной используемой марки. В особенности это характерно для металлов, которые сложно поддаются спаиванию. Для них требуются специальные заводские флюсы, которые делаются под определенную марку припоя.
Еще одной причиной, почему не прилипает припой к паяльнику, является перегрев самого инструмента. Если он высокой мощности. К примеру на 25 Ватт, то очень часто такие модели перегреваются, если включены напрямую в электрическую сеть. Чтобы урегулировать это, требуется использовать подключение через диод с тумблером или регулятор. Тогда вязкость материала будет нормальной, чтобы он схватился с поверхностью наконечника. Также можно подобрать более слабые модели паяльника. Но это может привести к другой проблеме, описанной ниже.
Схожей проблемой, почему припой не липнет к паяльнику, является недостаточный нагрев. Когда паяльник слишком слабый или еще не успел прогреться, то он не сможет достичь нужного значения температуры, чтобы расплавить материал. Нужно знать, какая температура плавления припоя в конкретном случае, чтобы подобрать инструмент достаточной мощности, либо же дождаться, пока полностью прогреется имеющийся. Это также распространенная проблема в домашних условиях, где наблюдается ограниченность в техническом плане.
Очередной причиной почему припой не держится на паяльнике, является использование старого инструменты. Медь, из которой делается жало, со временем покрывается разнообразными окислами, хотя и не так сильно, как другие металлы. На ней даже может виднеться желтоватый налет, занимающий всю поверхность либо одну его часть. Это сильно ухудшает степень взаимодействия с другими материалами. Таким образом, даже при наличии нормальной температуры разогрева и достаточного количества флюса, процесс схватывания все равно может не выполняться. Чтобы исправить эту ситуацию, нужно зачистить поверхность инструмента механическим способом и при помощи растворителей. Обработка наждачной бумагой и каким-либо раствором, снимающим пленки и жировые покрытия, сможет вернуть паяльнику былое состояние. После этого его следует залудить и дать ему прогреться, после чего можно приступать к работе.
Что необходимо?
Рабочие инструменты и материал для будущей конструкции – вот что нужно подготовить перед созданием самого прибора.
- Материал для ручки. Строгих критериев его выбора нет, потому все зависит от смекалки и возможностей изготовителя. Ручка должна быть удобной, не прогреваемой во время работы. Готовую рукоятку брать наиболее разумно – подойдет ручка от вышедшего из строя кипятильника либо паяльной станции.
- Проводящая трубка. Она должна быть стальной, потому изготовитель выбирает стальную трубку диаметром не более 1 см и с толщиной стенки 2,5 см.
- Корпус горелки. И он должен быть стальным, а рассекатель изготавливают из латунного прутика.
- Форсунка. Ее делают из металлического прута.
Из инструментов понадобятся: болгарка, сварочный полуавтомат, напильник, сверлильный станок или дрель, метчик, сверло, лерка, молоток, пассатижи, зачистной и отрезной круги, щетка по металлу, защитные средства. Не всегда нужно все из списка, но в стандартном наборе это присутствует.
Как использовать
Если жидкого флюса нет, берут любой другой, но работать будет некомфортно. Можно приготовить жидкий флюс самостоятельно, если заранее растворить кусочки сосновой канифоли в спирте или кусочки цинка в соляной кислоте.
Лучше всего подойдет медная оплетка для снятия припойного сплава. Отрезок оплетки необходимо покрыть флюсом. Сделать это можно кисточкой, но лучше, чтобы вся поверхность, на которую будет собираться припой, была покрыта, а для кисточки останутся недоступными части проводков внутри оплетки.
Эффективнее будет нанести флюс при помощи погружения в него конца оплетки. Для этого лучше использовать устойчивый сосуд с достаточно широким горлом.
После смачивания оплетки флюсом, ее прикладывают к месту, с которого необходимо снять припой, и нагревают паяльником. Нагревшаяся оплетка передает тепло на припой, и тот, расплавляясь, прилипает к оплетке, оставляя контакты чистыми.
Когда соберется достаточное количество, препятствующее дальнейшему сбору, конец оплетки обрезают и используют следующий участок.
Простая пайка проводов
Первый пример это припаивание проводов.
Что потребуется
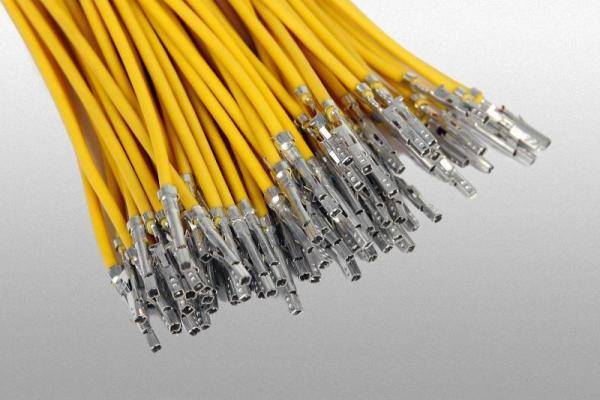
Для снятия изоляции с проводов понадобится стриппер.
С помощью него можно быстро удалить изоляцию. Бокорезы, кусачки, нож, зубы или паяльник не смогут так же легко справиться с этой задачей.
Для пайки проводов подойдет жидкая канифоль, или ФКЭТ.
Жидкая канифоль лучше всего обволакивает жилки проводов. Она дешевая, практичная и удобная.
Какое жало лучше выбрать
Для проводов нужно много припоя. Мини волна практичнее всего для пайки любых проводов, чем обычный конус или плоское жало.
Пошаговый процесс
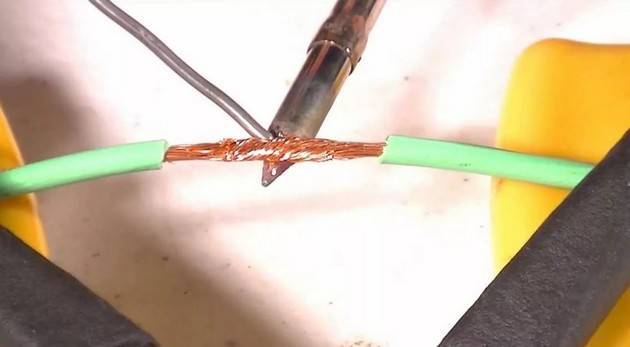
Стриппером снимаем изоляцию, скручиваем провода.
Наносим флюс на спаиваемые провода, берем припой на жало. Температура жала не больше 300 °C.
Несколькими движениями вперед и назад лудим скрученные провода. Если припой образовался в комочки, то добавляем ждем остывания место пайки, чтобы не повредить кисточку. Добавляем еще флюс и снова проводим по месту пайки паяльником. Припоя не должно быть много или мало.
Лучше всего залудить оба провода перед спаиванием вместе, однако не получится надежно их скрутить. Поэтому, легче сразу сделать скрутку и затем спаять их.
Основная проблема при ремонте наушников это стойкая изоляция проводов.
Особенности залуживания проводов
Чтобы залудить такие провода, необходимо с помощью припоя и канифоли тщательно пройтись по месту пайки.
Для пайки понадобится массивное жало, большая капля припоя и жидкая канифоль. Так же наносится флюс, но пайка немного другая. Теперь главная задача это сжечь изоляцию. Это можно сделать при помощи большой капли припоя. Продольными движениями вперед и назад проводим припой по месту пайки. Изоляция сжигается медленно. Не нужно повышать температуру выше 300 °C и использовать кислоту. Если не получается залудить, то пробуем снова, но уже вместо канифоли используем ЛТИ-120. Этот флюс поможет залудить провода не хуже паяльной кислоты.
Почему возникают проблемы с пайкой?
Этот металл обладает множеством достоинств, в частности, лёгкостью и гибкостью. Кроме того, благодаря образуемой на его поверхности плёнке оксида, металл практически нейтрален и не вступает в реакцию с агрессивными средами или пищевыми продуктами.







Однако именно это свойство металла и является проблемой в тех случаях, когда необходимо произвести соединение нескольких алюминиевых деталей при помощи пайки.

Радиатор из алюминия
Чаще всего алюминий применяется, как материал для изготовления различных радиаторов: систем отопления, охлаждения компонентов электроники, автомобильных жидкостей и пр. Подобное использование обусловлено низкой теплоёмкостью и высокой теплопроводностью металла.
Несмотря на достаточно низкую химическую активность время и температура делают своё дело и в корпусах алюминиевых радиаторов появляются трещины, заделать которые достаточно проблематично.
Микротрещины, возникающие в радиаторах, могут быть даже незаметны человеческому глазу, но из них может уходить достаточно большое количество жидкости, которую придётся регулярно подливать в систему охлаждения.

Микротрещина
Ремонт системы охлаждения – достаточно дорогостоящее мероприятие. Зачастую сервисные центры или автомастерские, особо не напрягаясь, просто меняют радиатор целиком вместо того, чтобы исправить его при помощи запаивания отверстия.

Спайка нескольких элементов
Самостоятельно устранить отверстие можно двумя путями: при помощи пайки или с применением холодной сварки. При этом, в обоих случаях придётся столкнуться с одной серьёзной проблемой.

Алюминий на воздухе сразу же окисляется
При взаимодействии алюминия с воздухом, он сразу же окисляется, а его поверхность покрывается тонкой плёнкой оксида.
Оксид обладает изолирующими свойствами и традиционные материалы, используемые в качестве припоя, не способны не то чтобы соединить две алюминиевые поверхности, но даже просто хорошо «прилипнуть» к поверхности, которую покрывает оксид.
Именно поэтому паять алюминий очень и очень непросто.
Пайка при помощи обычного паяльника не даёт желаемых результатов. Можно даже сказать, что она не даёт никаких результатов, поскольку даже при использовании специальных флюсов для пайки регулярно получается вместо ровного паянного шва неравномерное нагромождение припоя, явно не имеющее хорошего контакта ни с одной из припаиваемых поверхностей.

Изготовление теплицы своими руками из профильной трубы и поликарбоната: полное описание процесса, чертежи с размерами, полив и обогрев (Фото & Видео)
Ошибка №7 Чистка жала.
Через
какое-то время эксплуатации жало любого паяльника обрастает нагаром. В первую
очередь это касается работы с канифолью.

Она выгорает
и оставляет несмываемые следы. Старые советские паяльники делались с
нагревательным элементом из нихромовой проволоки и медным жалом.

После такого
“загрязнения” все элементарно обтачивалось напильником. А вот с новыми моделями
данный фокус уже не пройдет.

У них
керамический нагревательный элемент и никелированное медное жало с напылением
для лучшего прилипания олова. Если вы пройдете пару раз наждачкой или
напильником по такому жалу, то вы просто сотрете весь чудо состав.

После такой
обработки можете сразу заказывать себе новый девайс.
В связи с
этим обстоятельством, казалось бы, нужно делать однозначный выбор в пользу
медного инструмента. Однако и с медью не все так просто.
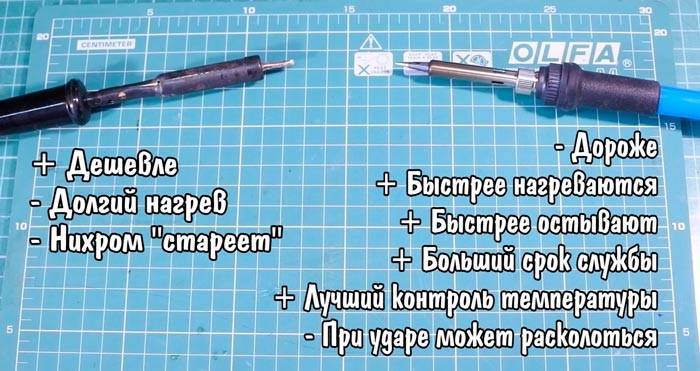
При частой
работе, жала у таких паяльников выгорают до такой степени, что через некоторое
время приходится покупать новые, либо целиком менять паяльник. У современных
моделей такой проблемы нет.








Для того, чтобы безопасно очистить жало нового образца, существует специальная губка.
Некоторые этого до сих пор не знают, но ее нужно смачивать.

Каждый раз при пайке вытирайте об нее все остатки нагара и проблем с продолжительной эксплуатацией инструмента не возникнет.

При выборе
паяльника правильно подбирайте подходящее жало. Диаметр жала должен быть на
порядок больше диаметра провода, иначе температура жала будет сильно падать при
контакте с проводом и прогреть место пайки не получится.
Наибольшее
распространение получили 4 вида из них:

отвертка
Для пайки
крупных компонентов.
скошенная кромка
Для переноса
припоя.
конус
Для средних
по размеру компонентов.
игла
Для работы с
мелкими деталями (SMD диоды).
У
качественных моделей в комплекте идет сразу несколько видов с разной формой.
Подготовка проводов к спаиванию
Спаиваемые провода требуют подготовки. Для ее выполнения необходимо соблюдать следующие правила:
- Запрещена пайка проводов, находящихся под напряжением. Возникает риск короткого замыкания на корпус паяльника.
- С токоведущих жил снимается изоляция. Здесь пригодятся кусачки или нож. Все зависит от сечения и типа проводки.
- Если необходимо припаять тонкие слаботочные жилы, достаточно снять 15-20 мм изоляции. В компактных электронных устройствах хватит 1-2 мм.
- При пайке в распределительной коробке провод зачищается не менее чем на 50 мм. Затем выполняется скрутка, далее сама пайка.
- Если соединяемые проводники слишком грязные и окисленные, то флюс не поможет. Придется снять загрязнение при помощи ножа или надфиля.
- Для пайки эмалированных проводов с них следует снять изоляцию. Она легко удаляется с помощью ножа, надфиля или пламени зажигалки.
Ошибка №3 Работа без очков.
При пайке не
забывайте, что вы имеете дело с расплавленным металлом. И если капелька олова,
упавшая на руку, мало кого может напугать, то вот отпружинившая раскаленная
ножка с радиодетали, случайно попавшая в глаз, приводит к печальным
последствиям.
Особенно
опасна пайка на весу или под потолком. В этом случае провода могут отскочить со
своего места и олово “пульнет” вам в глаз.
Поэтому
старайтесь в подобных случаях всегда одевать и использовать защитные очки. А
еще не забывайте про органы дыхания.
Хотя бы элементарное проветривание помещения или маленький USB вентилятор-карлсон на рабочем столе, никогда не будут лишними.
Ошибка №9 Низкая и высокая температура.
При наличии
на паяльнике функции регулировки температуры, не выставляйте для разогрева
самые высокие значения. На более низких температурах жала живут дольше.

Однако и
через чур уменьшать t не следует. Иначе припой перестанет нормально плавиться и приставать к
поверхности.







Какую же оптимальную температуру выставить? Здесь все зависит от используемого припоя. Перед каждой пайкой ищите в интернете его характеристики, а именно – температуру плавления.
После этого смело добавляйте к этому значению 50 градусов и выставляйте требуемые цифры на паяльнике. Для обычных припоев это значение равно – 200С+50С.

С таким
нагревом хороший результат пайки будет гарантирован.
Какой инструмент нужен для пайки?
Паяльник
Все паяльники можно условно разделить на классические сетевые модели и паяльные станции. Классические модели имеют длинную рукоятку с паяльным жалом на конце. Они довольно мощные и подходят для соединения массивных деталей и проводов. Они качественно выполняют прогрев детали и припоя. Но их толстое жало не слишком подходит для работ с электроникой.
Существуют маломощные небольшие модели с тонким жалом, позволяющие паять мелкие детали, такие как SMD-компоненты. Для проводов они не подойдут, а вот для электроники самое оно. Например, Rexant 12-0180 на 8 Вт вообще может подключаться к Power Bank и свободно работать с деталями и платами.
Паяльные станции являют собой прибор с возможностью регулировки рабочей температуры. Благодаря этому можно максимально точно настроить прибор для пайки определенной детали. Например, для пайки плат нужна невысокая температура, иначе есть риск сжечь дорожку. Большинство паяльных станций имеет керамическое жало.
Также отметим, что для разных типов работ применяются разные жала. Они могут быть в виде конуса, плоской лопатки, шилообразные или со срезом. Обычно жала изготавливают из меди и покрывают хромом или никелем. Чтобы к жалу припой хорошо прилипал, необходимо регулярно чистить его от окислов и различной пыли, а также время от времени лудить его. Большинство современных паяльников изготавливаются с возможностью замены жал.
Флюс
Одним из главных расходных материалов является флюс. Он необходим для снятия оксидной пленки и защиты металла от коррозии. Обычно такие флюсы изготавливаются на основе хлорной или соляной кислоты. Они отлично подходят для пайки различных металлов, однако сразу после выполнения работ необходимо смывать остатки флюса, так как кислоты могут вызывать коррозию. Флюсы на основе кислот обычно жидкие. Стоимость их колеблется от 30 до 200 рублей, в зависимости от объема и производителя.
Также есть сухие флюсы, например, канифоль, которую мы будем использовать. Канифоль менее эффективна при пайке стальных изделий, но отлично подходит для меди и основанных на ней сплавов. Для того, чтобы покрыть канифолью деталь, необходимо предварительно растопить ее паяльником. Если вы новичок в пайке, то рекомендуем сразу учиться на канифоли.
Припой
Используется для соединения проводов и деталей так называемый ПОС – припой оловянно-свинцовый. Само по себе олово имеет хорошую электропроводность и дает прочное соединение. Тогда зачем нужен свинец? Свинец улучшает застывание припоя, не давая олову растекаться по поверхности и топорщится иголками.
Рекомендуем брать мягкий припой в виде проволоки толщиной 1 мм — он быстрее плавится и легко наносится на поверхность деталей. Обычно он продается в виде небольших бухт, однако в характеристиках указывается не длина всей проволоки, а ее вес. В среднем 1 гр припоя стоит 5 рублей. Но чем больше бухта, тем дешевле можно купить расходник. Если только начинаете паять, то возьмите катушку на 25 гр — ее хватит надолго.
Существуют также безсвинцовые припои. Однако в них свинец заменен на цинк или индий. Их преимущество в том, что они не токсичны и дают лучшую устойчивость к коррозии. Но у них более высокая температура плавления, поэтому для мелких радиотехнических деталей не подойдут.
Суть пайки
Собственно, что такое пайка? Это соединение проводников (например, проводов или провода и дорожки на плате) с помощью легкоплавкого припоя
Звучит просто, на самом деле принципиально важно обеспечить два момента:
- надежное соединение, чтобы хороший контакт был постоянно,
- достаточную площадь соединения, чтобы место пайки не перегревалось (актуально для силовых цепей).
Однако стоит отметить, что сам припой имеет высокое удельное сопротивление. Поэтому необходимо, чтобы толщина покрываемого слоя была небольшой, а площадь покрытия наоборот больше. Также отметим, что чем толще проводник (например, провод), тем большую площадь нужно покрывать.
Базовые требования
Залудить провод можно только в том случае, если правильно подобрать флюс. Любой современный припой предназначен для удаления оксидного налета на металлических изделиях, а также предотвращения окисления. Со всеми поставленными задачами прекрасно справляется канифоль, но в некоторых случаях просто необходимо знать, как правильно залудить провода другими средствами. Выбранный материал обязательно должен соответствовать ряду требований:
- Максимальное растворение оксидов.
- Невысокий показатель температуры плавления.
- Равномерное распределение по всей поверхности.
- Небольшая плотность.
- Быстрое растворение паяльником.
- Флюс не должен растрескиваться вне рабочей зоны.
- Отсутствие реакции с припоем и металлом деталей.
- Легкое удаление по окончании работы.
Многожильные провода
Многие новички могут столкнуться с определенными проблемами во время работы с паяльником. Чаще всего трудности связаны с обработкой многожильных проводов. Надежное и долговечное соединение осуществляется следующим образом:
- провода аккуратно очищаются от изоляционного слоя;
- оголенные жилы должны приобрести характерный металлический блеск;
- все места предполагаемого соединения обрабатываются припоем;
- детали скрепляют между собой методом скрутки;
- для зачистки места пайки можно задействовать наждачную бумагу; на изделии не должно быть заусенцев, которые могут нарушить прочность крепления;
- соединение покрывается расплавленным припоем;
- для надежности место скрепления обматывается изолирующей лентой.
Как правильно пользоваться оплеткой
Оплетку проще всего использовать с массивными жалами паяльника, например, с топориком или мини волной.
Попробуем удалить припой с нескольких массивных контактов.
Добавляем немного флюса. Без флюса не будет поверхностного натяжения, и припой будет плохо собираться в одну точку. К тому же, сама оплетка имеет небольшие окислы, которые под силу удалить только флюсу.
Пастообразный флюс равномерно распределяется и по жалу паяльника и по медным проволокам оплетки.
Теперь прислоняем оплетку к контактам с небольшим запасом. Перемешиваем ее с флюсом, и прислоняем ее при помощи паяльника. Температура паяльника не выше 300 ℃.

Оплетка забирает на себя припой и теряет свои свойства, поэтому постепенно сдвигаем ее залуженную часть в другую сторону и работаем с «свежей» частью оплетки.
Важно не просто прислонять паяльник к оплетке, а еще двигать и паяльник и оплетку из стороны в сторону, чтобы припой равномерно распределился и быстрее удалился с платы

И припой постепенно удаляется с контактов.

Припой убрался не везде, и придется пройтись оплеткой с паяльником еще раз, но уже есть заметный результат. Некоторые контакты полностью свободны от припоя.










Что делать, если припой плохо убирается с платы
Бывают такие ситуации, когда припой не получается удалить из отверстия после детали. Например, вы выпаяли деталь, а припой остался и закрыл собой отверстие. И даже оплетка не помогает удалить его.
Залудите отверстие свежим припоем. То есть, просто добавьте в отверстие припой, чтобы он соединился с тем, который вы не можете удалить. Теперь снова пройдётесь оплеткой по отверстию и припой выйдет из платы.
Старый припой и новый объединятся в одну каплю и благодаря этому припой легко прилипнет к оплетке.
Каким припоем паять
Эти сплавы изготавливаются на основе олова, свинца, меди, никеля, или серебра. Для работы с монтажными платами и бытовой проводкой применяется оловянно-свинцовый припой (ПОС). Несмотря на большое разнообразие, их можно разделить на два вида:
- мягкие (температура плавления до 300°C);
- твердые (температура плавления свыше 300°C).
Форма выпуска любая: кусковая, проволока, порошок, паста. Универсальный вариант — проволока до 2 мм в диаметре. Ее удобно набирать на жало паяльника или вводить непосредственно в зону пайки.
Интересное предложение от производителей — паяльная паста, или порошок. Это мелкодисперсный припой, в который для вязкости добавляют жидкий флюс. Получается консистентный состав с высокой адгезией, которым можно паять без предварительного флюсования. Просто наносим пасту на контакты, и производим нагрев.

Можно работать без традиционного паяльника, с помощью паяльного фена. Благодаря тонкому помолу, припой плавится быстро, и моментально растекается по рабочей зоне (с помощью флюса).
Для начинающего мастера это неплохой вариант. Работать просто, но вы не сможете научиться качественно паять в тяжелых условиях: когда под рукой нет хорошего флюса и припоя.
Как удалить оксидную пленку?
Оксидная пленка алюминия удаляется двумя способами: механическим и химическим. Оба способа удаляют оксид алюминия в безвоздушной среде, то есть без доступа кислорода. Начнем с самого сложного, но самого правильного и надежного метода удаления — химического.
Осаждать медь или цинк
Химический метод пайки основан на предварительном осаждении меди или цинка на алюминий путем электролиза. Для этого на нужное место наносят концентрированный раствор медного купороса и в свободном месте подключают минус аккумуляторной батареи или лабораторного источника питания. Затем берут кусок медной (цинковой) проволоки, подключают на него плюс и погружают в раствор.
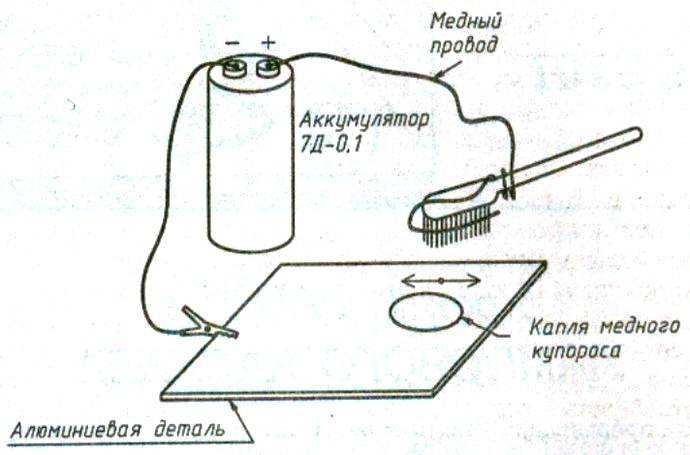
Благодаря процессу электролиза медь (цинк) осаждается на алюминий и на молекулярном уровне прилипает к нему. Затем поверх меди осуществляется пайка алюминия. Правда непонятно как все это проходит через оксидный барьер. Думаю, что в этой инструкции пропущен этап царапания алюминия под пленкой медного купороса или другого химического воздействия. Хотя практика из видеоролика ниже показывает, что можно и не царапать.
стандартными флюсами
Использовать масло без воды
Второй по сложности метод заключается в удалении оксида алюминия . При этом масло должно содержать минимум воды — подойдет трансформаторное или синтетическое масло. Можно подержать масло при температуре 150 — 200 градусов несколько минут, чтобы из него испарилась вода и оно не брызгало при нагреве.
Под масляной пленкой также нужно заняться удалением окисла. Можно потереть наждачкой, поцарапать скальпелем или использовать зазубренное жало. Когда мне нужно было запаять радиатор охлаждения двигателя, я вычитал способ со стружкой. Берем гвоздь, пилим его напильником, чтобы получить стальную стружку.
Далее на место пайки наносим масло и сыпем стружку. Паяльником с широким жалом пытаемся потереть место пайки, так чтобы между жалом и алюминием была стружка. В случае с массивным радиатором, я дополнительно грел место лужения .
Затем берем припой на жало каплей, погружаем в масло на место пайки и опять растираем. Для лучшего лужения можно добавить канифоли или другой флюс. Происходит так называемая наплавка под слоем флюса. В видеоролике хорошо показана пайка алюминия с маслом.
Паять активным флюсом
Существуют отдельно разработанные активные флюсы для пайки алюминия. Обычно в них входят кислоты (ортофосфорная, ацетилсалициловая кислота) и соли (натриевая соль борной кислоты). Строго говоря, канифоль тоже состоит из органических кислот, но на практике она дает слабый результат на алюминии.

В силу своей активности, кислотные флюсы обязательно нужно смывать после пайки. После первой смывки можно дополнительно нейтрализовать кислоту щелочью (раствором соды) и смыть второй раз.
Активные флюсы дают хороший и быстрый результат, однако пары этого флюса вдыхать прямо запрещается. Пары раздражают слизистые, повреждают их или могут попасть в кровь через дыхательные пути.
Распространенные проблемы при пайке
При работе с паяльником могут возникать такие затруднения:
- Получение некачественного соединения. Проблема возникает при скреплении проводов из металлов, плохо поддающихся пайке. Реже спайка получается ненадежной из-за низкого качества припоя.
- Разбрызгивание припоя. Этому способствует перегрев жала паяльника.
- Невозможность расплавления припоя. Такая проблема свидетельствует о неправильном выборе мощности паяльника.
- Попадание в соединение полимерных частиц, наблюдающееся при работе в ненадлежащих условиях.
- Стекание олова с места пайки. Наблюдается при отказе от удаления оксидной пленки.
Исключить появление проблем помогает соблюдение правил пайки проводников, сделанных из того или иного металла.
Ошибка №10 Излишки припоя.
Бывает, что
при пайке электронных плат можно случайно переборщить с припоем. Либо
элементарно перепутать место пайки.

Что в этом
случае делать? Казалось бы, все просто. Достаточно заново разогреть место и
убрать все излишки олова.
Однако проделывать эту процедуру при помощи одного лишь паяльника не всегда безопасно. Дело в том, что такая чистка занимает много времени, и каждый раз касаясь компонента, вы разогреваете участок пайки все сильнее и сильнее.









В конечном итоге у вас выгорит кусочек платы, а дорожки просто расплавятся.
Кто-то советует
в этом месте по возможности цеплять “крокодильчик”, который должен забирать
излишки тепла на себя.

А что делать, если на плате не одна точка пайки, а несколько в ряд?
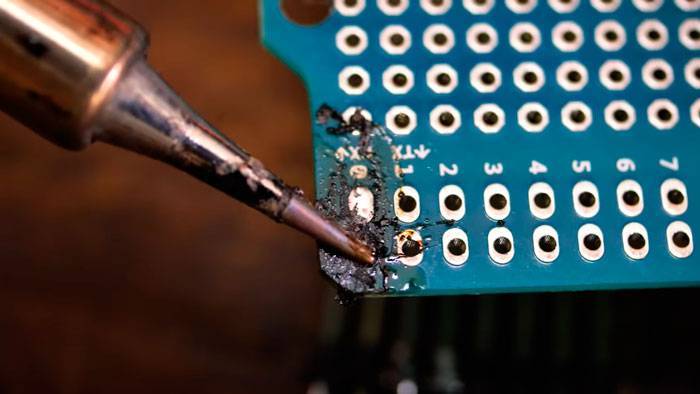
Чтобы безопасно выпаять длинный компонент, профессионалы рекомендуют использовать оплетку.
Это что-то вроде медной косички с флюсом внутри. Прикладываете ее в нужную точку, сверху придавливаете паяльником и не спеша протягивать вдоль.
При этом она впитает в себя все излишки припоя, освобождая место пайки. Есть еще и специальные оловоотсосы, но эти приспособы для тех, кто постоянно и профессионально занимается пайкой.
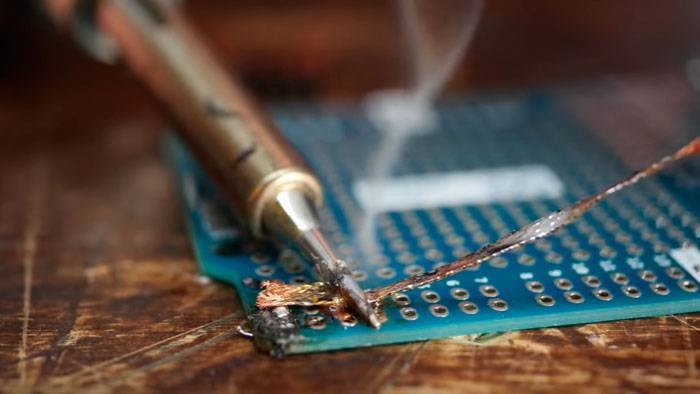
Для всех остальных достаточно будет и косички. В качестве нее можно приспособить медную оплетку от экранированного провода (антенный или телевизионный кабель РК).

Только перед использованием обработайте “сеточку” жидкой канифолью.
Источники – AmperkaRu, AlexGyver
Как восстановить порванный провод
Если исследование показало, что кабель всё-таки порвался, придется его соединить. Данная процедура проводится в несколько этапов.
В самом начале придется позаботиться об изолирующем материале. С проводов от наушников необходимо полностью удалить изоляцию и прозрачный защитный слой. Значительно облегчить работу помогут специальные кусачки или канцелярский нож. В крайнем случае можно воспользоваться ножницами, но это чревато перекусыванием провода Вам необходимо зачистить всего полтора сантиметра провода, а после этого уже просто провести разрез.
Обратите внимание на то, что наушники с микрофоном состоят из соединенных между собой проводков. Два провода, один из которых проводит сигнал, а второй является заземлением, находятся рядом Перелом может возникнуть на одном из них, а может затронуть и оба
Перейдем к следующему шагу и отрежем часть провода
Разрез нужно нанести таким образом, чтобы разделить наушники точно пополам, важно не расщепить провод, а именно перекусить. Чтобы не подвергать кабель электрическим повреждениям, укоротить его нужно на одинаковую длину с двух сторон
Можно считать везением, если порвался только один проводок
В этой ситуации можно обойтись без обрезки и наращивания кабеля. При одинаковом результате это значительно экономит время. Скрутите провода таким образом, чтобы они образовали надежное соединение. Воспользовавшись паяльником, нанесите слой припоя, надежно фиксирующий место скрутки.
В качестве завершающего шага нагрейте термоусадочную трубку для придания нужной формы. Специалисты рекомендуют воспользоваться феном или аналогичным устройством.
Многие владельцы при поломке гарнитуры интересуются, а возможен ли ремонт наушников своими руками без паяльника. Специалисты отвечают – нет. Все провода требуют надежной спайки для обеспечения стабильного контакта. Скрутки, не зафиксированные припоем, будут постоянно распадаться, о качестве звука и речи не идет.




![Va - romantic collection - sweden [1999, pop, flac]](https://stereohead.ru/wp-content/uploads/e/3/1/e31eb7e6f41b3fae74654308cbf1b0d2.jpeg)